Modellbasierte Formfehlerkompensation beim Drehen dünnwandiger zylindrischer Teile
Beschreibung
Ziel des Forschungsvorhabens ist es, eine modellbasierte Kompensation für Formfehler an dünnnwandigen und nachgiebigen Drehteilen zu entwickeln, welche einerseits durch die Aufspannung und andererseits durch das Ausweichen des Werkstücks unter den wirkenden Zerspankräften entstehen.
Ein weiteres grundlegendes Problem bei der spanenden Bearbeitung stellen selbsterregte Schwingungen von Werkstück und Werkzeug dar. In den meisten Fällen liegt die Ursache in dem sogenannten Regenerativeffekt, d.h. der zeitverzögerten Anregung der Struktur bei Schneidprozessen mit hohem Überdeckungsgrad.
Diese dynamische Instabilität, regeneratives Rattern genannt, führt nicht nur zu einer extrem schlechten Oberflächenqualität des fertigen Bauteils, sondern auch zu einem deutlich erhöhten Werkzeugverschleiß und kann sogar die Werkzeugmaschine selbst beschädigen. Rattern ist in der Praxis also unbedingt zu vermeiden.
Zusätzlich zur Kompensation der genannten Formfehler wird im Rahmen des Projektes die Grenze der stabilen Zerspanung bestimmt und untersucht, wie der stabile Bereich durch den Einsatz von Methoden der modernen Regelungstechnik vergrößert werden kann.
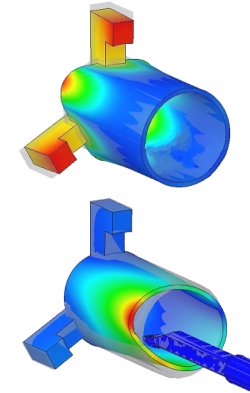
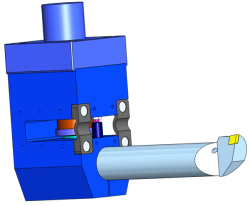
Werkstück und Werkzeug sind elastische Körper, die über die beim Zerspanen enstehenden Kräfte gekoppelt sind. Die Zerspankraft ist dabei abhängig von der Menge des zerspanten Materials und wird oft als Funktion der Schnitttiefe modelliert. Die auf Werkstück und Werkzeug wirkenden Zerspankräfte führen zu kleinen elastischen Deformationen, die der Rotationsbewegung des Werkstücks und der Vorschubbewegung des Werkzeugs überlagert sind. Die Deformation aufgrund der Einspannkräfte ist aus Sicht des Werkzeuges umlaufend, die zerspankraftbedingte Deformation quasi-statisch.
Die Modellierung der elastischen Körper wird mit Hilfe der Finite Elemente Methode durchgeführt. Die Bewegungsgleichungen des Gesamtsystems werden mit der Methode der flexiblen Mehrkörpersysteme aufgestellt.
Analyse der dynamischen Stabilität
Das Entstehen von selbsterregten Ratterschwingungen aufgrund des Regenerativeffekts hat seine Ursache im mehrfachen Bearbeiten derselben Oberfläche. Beim Zerspanen treten immer wieder Störungen auf, die Schwingungen im System Werkzeug - Werkstück anregen.
Eine häufige Ursache ist z.B. eine durch ein hartes Korn im Material hervorgerufene Schnittkraftschwankung.
Aufgrund der gedämpften Schwingung wird eine wellige Oberfläche geschnitten, die nach einer Umdrehung des Werkstücks den Prozess erneut stört.
Wachsen die Störungen über mehrere Umläufe an, spricht man von dynamischer Instabilität.
Das fertig bearbeitete Werkstück weist eine sehr schlechte Oberflächenqualität auf, der Werkzeugverschleiß ist deutlich erhöht, die Werkzeugmaschine kann beschädigt werden.
Die Abhängigkeit des momentanen Verhaltens von der Systemvergangenheit lässt sich mit totzeitbehafteten Differentialgleichungen modellieren.
Die Analyse des Stabilitätsverhaltens dieser Gleichung gestaltet sich jedoch relativ kompliziert und rechenzeitaufwändig. Hier werden unterschiedliche Methoden eingesetzt und verglichen. Ergebnis der Stabiliätsanalyse sind Stabilitätskarten, die den Bereich der stabilen Zerspanung in Abhängigkeit der Rotationsgeschwindigkeit des Werkstückes und bestimmter Prozessparameter darstellen.
Entwurf von Vorsteuerung und Regelung
Aufgabe der Vorsteuerung ist es, die Zustellung so zu berechnen, dass unter idealisierten Prozessbedingungen das Werkstück nach Bearbeitung und Ausspannen aus der Maschine die gewünschte Endkontur aufweist.
Hierzu wird die Ausgangskontur des eingespannten Werkstückes vor der Bearbeitung erfasst, das Ausweichen von Werkstück und Werkzeug unter den Zerspankräften berechnet und die Zustellung entsprechend korrigiert.
Die Regelung hat zwei grundsätzliche Aufgaben zu erfüllen:
Die Korrektur der trotz Vorsteuerung aufgrund von Modellunsicherheiten und Störungen verbleibenden Formfehler.
Die Vermeidung von dynamischen Instabilitäten ("Rattern") durch aktives Dämpfen der Ratterschwingungen.
Hierzu werden unterschiedliche Regelkonzepte aus dem Bereich der robusten Regelung und der aktiven Strukturdämpfung implementiert und verglichen.
Die niederfrequenten Stellgrößen aus der Vorstellung können hierbei direkt den Sollgrößen der Maschinenachsen überlagert werden. Zur Kompensation dynamischer Effekte wird am IfW ein adaptronischer Werkzeughalter auf Basis eines Piezoaktors entwickelt.

 Ziel des Forschungsvorhabens ist es, eine modellbasierte Kompensation für Formfehler an dünnnwandigen und nachgiebigen Drehteilen zu entwickeln, welche einerseits durch die Aufspannung und andererseits durch das Ausweichen des Werkstücks unter den wirkenden Zerspankräften entstehen.
Ziel des Forschungsvorhabens ist es, eine modellbasierte Kompensation für Formfehler an dünnnwandigen und nachgiebigen Drehteilen zu entwickeln, welche einerseits durch die Aufspannung und andererseits durch das Ausweichen des Werkstücks unter den wirkenden Zerspankräften entstehen.  Werkstück und Werkzeug sind elastische Körper, die über die beim Zerspanen enstehenden Kräfte gekoppelt sind. Die Zerspankraft ist dabei abhängig von der Menge des zerspanten Materials und wird oft als Funktion der Schnitttiefe modelliert. Die auf Werkstück und Werkzeug wirkenden Zerspankräfte führen zu kleinen elastischen Deformationen, die der Rotationsbewegung des Werkstücks und der Vorschubbewegung des Werkzeugs überlagert sind. Die Deformation aufgrund der Einspannkräfte ist aus Sicht des Werkzeuges umlaufend, die zerspankraftbedingte Deformation quasi-statisch.
Werkstück und Werkzeug sind elastische Körper, die über die beim Zerspanen enstehenden Kräfte gekoppelt sind. Die Zerspankraft ist dabei abhängig von der Menge des zerspanten Materials und wird oft als Funktion der Schnitttiefe modelliert. Die auf Werkstück und Werkzeug wirkenden Zerspankräfte führen zu kleinen elastischen Deformationen, die der Rotationsbewegung des Werkstücks und der Vorschubbewegung des Werkzeugs überlagert sind. Die Deformation aufgrund der Einspannkräfte ist aus Sicht des Werkzeuges umlaufend, die zerspankraftbedingte Deformation quasi-statisch.
 Aufgabe der Vorsteuerung ist es, die Zustellung so zu berechnen, dass unter idealisierten Prozessbedingungen das Werkstück nach Bearbeitung und Ausspannen aus der Maschine die gewünschte Endkontur aufweist.
Hierzu wird die Ausgangskontur des eingespannten Werkstückes vor der Bearbeitung erfasst, das Ausweichen von Werkstück und Werkzeug unter den Zerspankräften berechnet und die Zustellung entsprechend korrigiert.
Aufgabe der Vorsteuerung ist es, die Zustellung so zu berechnen, dass unter idealisierten Prozessbedingungen das Werkstück nach Bearbeitung und Ausspannen aus der Maschine die gewünschte Endkontur aufweist.
Hierzu wird die Ausgangskontur des eingespannten Werkstückes vor der Bearbeitung erfasst, das Ausweichen von Werkstück und Werkzeug unter den Zerspankräften berechnet und die Zustellung entsprechend korrigiert.