Institute of Engineering and Computational Mechanics
Model-Based Form Error Compensation of Thin-Walled Cylinders in Turning
Project Description
The aim of the research project is to develop a model-based compensation for form errors on thin walled and flexible workpieces. Those form errors are due to chucking and cutting forces.
Another fundamental problem in material removing operations, such as turning, are self-excited vibrations of workpiece and tool caused by consecutive cuts on the same surface. Those dynamic instabilities are called regenerative chatter. They do not only lead to poor surface quality and finish but do also increase tool wear and can even damage the machine. Unstable machining must thus be avoided.
In addition to the form error compensation, the boundary of stable machining is determined. It is then investigated how the domain of stable operation can be enlarged using modern control theory.
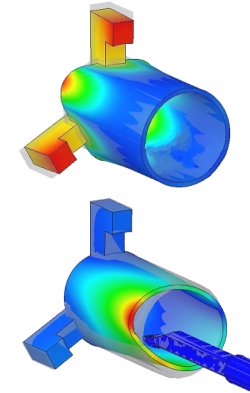
Workpiece and tool are elastic bodies coupled by the process forces. The machining forces are dependend on the amount of removed material and often modeled as functions of the depth of cut. The cutting forces act on tool and workpiece and lead to small elastic deformations, superposed on rotation and feed. From the point of view of the tool, the deformation caused by the chucking forces is rotating, while the cutting force deformation remains quasi-static.
The modelling of the elasticities is done by means of the Finite Element Method. The equations of motion of the coupled system are then derived using flexible multibody systems theory.
Analysis of Dynamic Stability
Self-excited vibrations due to consecutive cuts on the same surface are called regenerative chatter. During machining, perturbations arise frequently, exciting vibrations of tool and workpiece. A common source are cutting force variations caused, for example, by a hard corn in the material. The force variation leads to a damped oscillation and thus a wavy surface is cut. This wavy surface is disturbing the process again after one revolution of the workpiece. If the disturbance is growing during several rotations, the process is dynamically instable. The resulting workpiece will exhibit a poor surface finish, tool wear is increased and the machine can be damaged.
The dependence on the past of the system can be modeled using delay differential equations (DDE). The stability analysis of those equations is not straightforward and leads often to time intensive calculations. As a result of the stability analysis, stability charts are drawn.
Design of Feedforward and Feedback Control
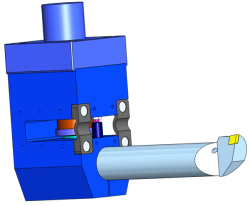
The job of the feedforward control is to calculate the infeed such that the workpiece exhibits the desired shape after the machining process under idealized conditions.
The deformed shape of the workpiece subjected to the chucking forces is measured and the deflection of workpiece and tool calculated. The infeed is then corrected accordingly
There are two demands on the feedback control:
The remaining form errors due to modelling errors and disturbances must be corrected.
Instable machining (chatter) must be avoided through active damping of the corresponding vibrations.
To fulfill those demands, different control concepts ranging from simple collocated concepts to advanced model based methods are implemented and compared.
The low frequency control signals can directly be superposed on the machine axes. The higher frequency range can be controlled using a novel adaptronic turning chisel developed at the Institute for Machine Tools.

 The aim of the research project is to develop a model-based compensation for form errors on thin walled and flexible workpieces. Those form errors are due to chucking and cutting forces.
The aim of the research project is to develop a model-based compensation for form errors on thin walled and flexible workpieces. Those form errors are due to chucking and cutting forces.  Workpiece and tool are elastic bodies coupled by the process forces. The machining forces are dependend on the amount of removed material and often modeled as functions of the depth of cut. The cutting forces act on tool and workpiece and lead to small elastic deformations, superposed on rotation and feed. From the point of view of the tool, the deformation caused by the chucking forces is rotating, while the cutting force deformation remains quasi-static.
Workpiece and tool are elastic bodies coupled by the process forces. The machining forces are dependend on the amount of removed material and often modeled as functions of the depth of cut. The cutting forces act on tool and workpiece and lead to small elastic deformations, superposed on rotation and feed. From the point of view of the tool, the deformation caused by the chucking forces is rotating, while the cutting force deformation remains quasi-static.
 The job of the feedforward control is to calculate the infeed such that the workpiece exhibits the desired shape after the machining process under idealized conditions.
The deformed shape of the workpiece subjected to the chucking forces is measured and the deflection of workpiece and tool calculated. The infeed is then corrected accordingly
The job of the feedforward control is to calculate the infeed such that the workpiece exhibits the desired shape after the machining process under idealized conditions.
The deformed shape of the workpiece subjected to the chucking forces is measured and the deflection of workpiece and tool calculated. The infeed is then corrected accordingly